...
Журнал
...
Свяжитесь с нами

Наша компания занимается изготовлением металлических конусов и конусных переходов на заказ, в том числе концентрических и эксцентрических усечённых конусов. Работаем по чертежам заказчика или разрабатываем сами при необходимости от одного изделия.
Что именно мы изготавливаем:
Концентрические усечённые конусы — оси большого и малого торца совпадают; применяются как плавные переходы в трубопроводах, диффузорах, теплообменниках и днищах резервуаров
Эксцентрические усечённые конусы — оси торцов смещены, одна образующая остаётся прямой; используются в горизонтальных трубопроводах и системах, где важно уменьшить риск застоя среды.
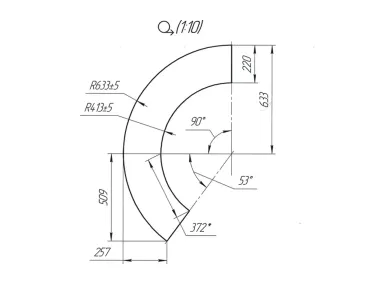
Остроконечные конусы, а также нестандартные конические обечайки и переходы, включая переходы круглого сечения в прямоугольное
Этап производство усеченных конусов
В составе операции полного цикла:
Проработка чертежа или ТЗ, подготовка спецификации с допусками, контролем и сроками.
Раскрой листового металла.
Гибка и вальцовка конусов на трёх- и четырёхвалковых станках.
Сварка и, при необходимости, механическая обработка.
Сборка, маркировка, упаковка и подготовка к отгрузке.



Параметр | Что указано на странице |
|---|---|
Диаметр | 20–2800 мм |
Толщина стенки | 1–20 мм |
Минимальная партия | От 1 штуки |
Материалы | Ст3, 09Г2С, Ст20; нержавейка AISI 304, 316, 321; алюминий АМг3/АМг5; |
Документация | Чертежи заказчика, собственные проекты, индивидуальные ТУ; ГОСТ Р 52630-2012 и ГОСТ 34347-2017 |
Нестандартные заказы | Диаметры от 20–2800 мм и толщиной 1–20 мм — это отдельный диапазон для конкретных нестандартных проектов, который стоит уточнять до заказа. |
Для расчёта направляйте чертёж, эскиз или ТЗ с диаметрами, высотой, толщиной, маркой металла, допусками, требованиями к сварке, обработке и контролю. Принимаем запрос по почте info@investsteel.ru , наши инженеры подготовят спецификацию и чертеж в течение рабочего дня.
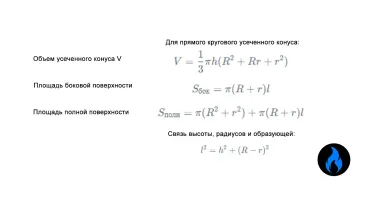
сечённый конус — это часть обычного конуса, которая остаётся после среза его вершины плоскостью, параллельной основанию. Поэтому у фигуры два круглых параллельных основания: большее и меньшее.
Основные элементы
R — радиус большего основания
r — радиус меньшего основания
h — высота, то есть перпендикулярное расстояние между основаниями
l — образующая, наклонная линия на боковой поверхности
Если исходный конус прямой, центры обоих оснований находятся на одной оси. Усечённый конус также можно получить вращением прямоугольной трапеции вокруг её боковой стороны, перпендикулярной основаниям.
Металлический усечённый конус обычно делают из листа: рассчитывают плоскую развёртку в форме кольцевого сектора, вырезают её, придают коническую форму вальцовкой или гибкой и соединяют продольный стык сваркой.
Для серийных изделий может применяться штамповка, но для переходов, воздуховодов и конических обечаек стандартный путь — раскрой + вальцовка + сварка.
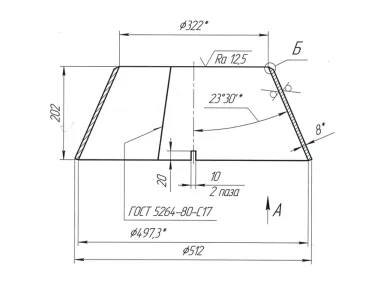
Получают исходные размеры. Нужны наружные или внутренние диаметры большого и малого торцов DDD и ddd, высота HHH, толщина листа, материал, допуски, тип кромок и требования к шву.
Строят развёртку. В CAD рассчитывают длину образующей, размеры кольцевого сектора и припуск под сварной шов; развёртка — это шаблон, который после сворачивания образует поверхность конуса.
Раскраивают лист. Заготовку режут лазером, плазмой, гидроабразивом или механически. На производстве DXF из CAD часто передают прямо на ЧПУ-станок, чтобы избежать ручной разметки.
Подготавливают кромки. Убирают грат, при необходимости снимают фаску под сварку. Края заранее немного подгибают, чтобы рядом с будущим швом не остался прямой, невальцованный участок.
Формуют конус. Заготовку прокатывают на трёх- или четырёхвалковых вальцах; для конуса валки выставляют под нужным углом и прокатывают деталь в несколько проходов. Для тонкого листа и единичных изделий возможны гибка в прессе, ручная формовка по шаблону либо оправке.
Сводят и сваривают стык. Кромки совмещают, фиксируют прихватками, проверяют диаметры и овальность, затем выполняют продольный сварной шов — например MIG/MAG для углеродистой стали или TIG для тонкой нержавейки. Сварка — обычная финальная операция для конических обечаек.
Доводят и контролируют. Шов зачищают, торцы подрезают или обрабатывают под точный размер, проверяют геометрию, размеры и качество сварки. Для нержавейки после сварки могут применять травление и пассивацию зоны шва для восстановления коррозионной стойкости.
Параметр | Практическое влияние |
|---|---|
Толщина листа | Определяет усилие вальцовки, способ сварки и потребность в подогреве/разделке кромок |
Материал | Сталь, нержавейка и алюминий требуют разных режимов гибки и сварки |
Угол конусности | Чем он больше, тем сложнее равномерно сформировать деталь на обычных вальцах |
Диаметры | Влияют на выбор станка, оснастки и возможность изготовить конус из одного листа |
Требования к герметичности | Задают тип сварного шва и необходимость контроля — например, визуального, капиллярного или испытания давлением |
Назначение | Для воздуховода допустимы одни допуски, для ёмкости или трубопроводного перехода — обычно более строгие |



Металлические конусы изготавливают главным образом из листовой углеродистой, низколегированной и нержавеющей стали; также применяют алюминий, медь, латунь, реже — титан, бронзу и износостойкие стали. Выбор определяется средой эксплуатации, температурой, нагрузкой, требованиями к массе, сварке и стоимости.
Основные материалы
Материал | Типичные марки | Когда выбирают |
|---|---|---|
Углеродистая сталь | Ст3, Ст20 | Недорогие общепромышленные конусы, воздуховоды, бункеры, переходы и конструкции без агрессивной среды. |
Низколегированная сталь | 09Г2С | Резервуары, трубопроводные переходы, наружные и низкотемпературные конструкции, когда нужны повышенная прочность и надёжность. investsteel+1 |
Нержавеющая сталь | AISI 304 / 08Х18Н10, AISI 316 / 08Х17Н13М2, AISI 321 / 12Х18Н10Т | Пищевая, химическая и фармацевтическая отрасли, влажные среды, декоративные изделия; AISI 316 обычно выбирают для более агрессивных хлоридных сред, а AISI 321 — для повышенных температур. |
Алюминиевые сплавы | АМг3, АМг5, АМг6 | Когда критичны малый вес и коррозионная стойкость: вентиляция, транспорт, судостроение, отдельные технологические узлы. |
Медь | М1 | Теплообменные, электротехнические и декоративные детали; материал хорошо проводит тепло и электричество. |
Латунь | Л63, ЛС59 | Декоративные, сантехнические, архитектурные и отдельные приборные элементы. investsteel+1 |
Титан | ВТ1-0, ВТ5 | Специальные лёгкие и коррозионно-стойкие изделия для химической, морской, авиационной отрасли; материал дорогой и технологически требовательный. |
Износостойкая сталь | Hardox | Конусы для абразивных материалов: дроби, песка, руды, щебня, зерновых смесей с твёрдыми включениями. |
Свяжитесь с нами