Инвест Сталь10 декабря 2024 г.
Сварные соединения являются основным способом объединения металлических элементов в единую надежную конструкцию, обеспечивая необходимую прочность, жесткость и герметичность узлов. Мы изготавливаем и поставляем сварные соединения для строительных, промышленных, энергетических и инфраструктурных объектов, подбирая оптимальное решение под конкретные нагрузки и условия эксплуатации. Благодаря точной подготовке кромок и контролю качества удается минимизировать внутренние напряжения и продлить срок службы изделий.
Основные типы сварных соединений
Выбор типа сварного соединения напрямую влияет на распределение усилий в конструкции, расход металла и удобство дальнейшей эксплуатации. В промышленном строительстве и машиностроении применяются несколько базовых схем, каждая из которых имеет свою область рационального использования. Грамотный подбор типа соединения позволяет уменьшить массу металлоконструкций без потери несущей способности и повысить надежность узлов в длительной эксплуатации.
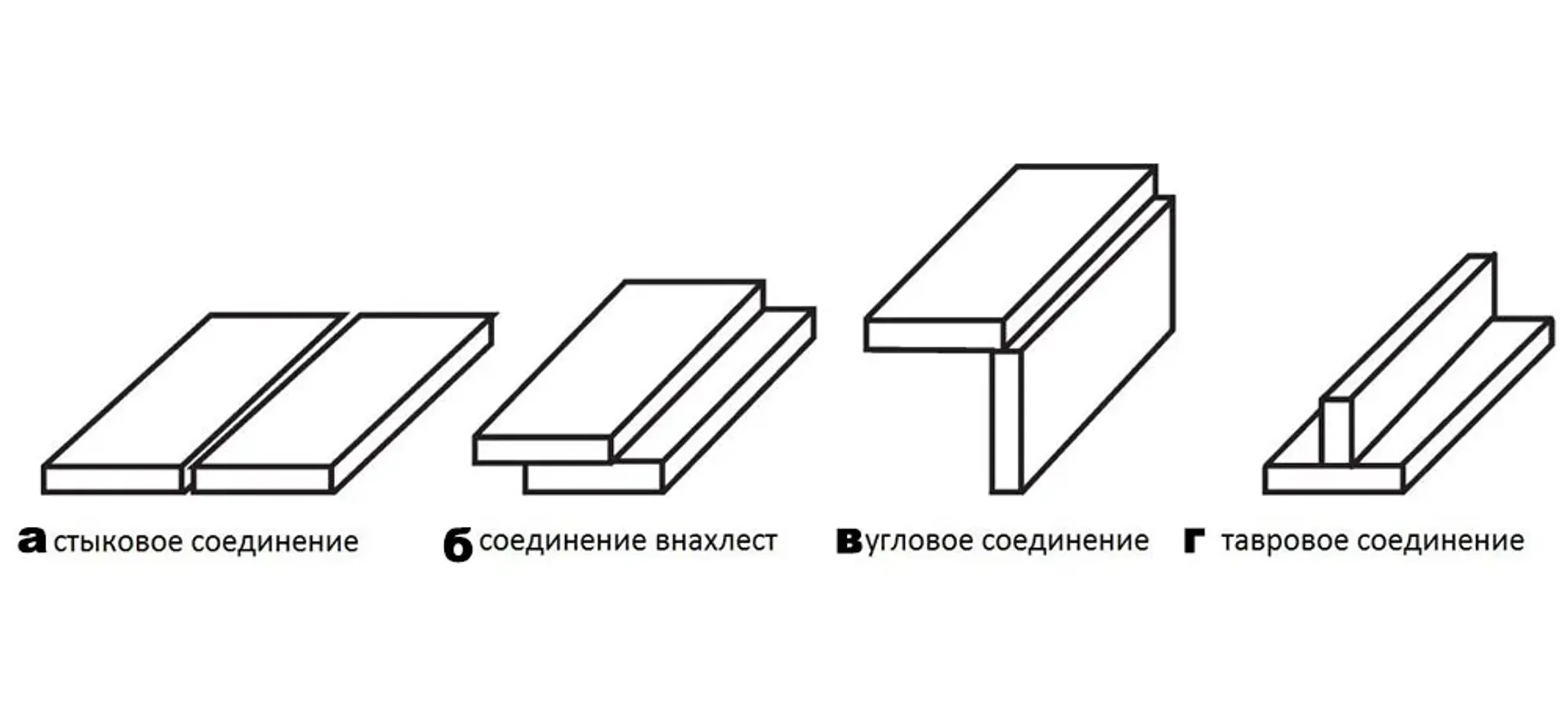
- Стыковые соединения – детали располагаются в одной плоскости торцами друг к другу, что обеспечивает равномерное распределение напряжений и высокую прочность по сечению.
- Угловые соединения – элементы размещаются под углом (часто 90°) и образуют шов в зоне пересечения, что характерно для рам, каркасов, опор и площадок.
- Тавровые соединения – торец одного элемента приваривается к плоскости другого, формируя конструкцию типа «Т» для ригелей, ребер жесткости и балок.
- Нахлесточные соединения – детали располагаются параллельно с перехлестом, обеспечивая повышенную площадь контакта и устойчивость к циклическим нагрузкам.
- Торцевые соединения – сварка осуществляется по торцам листов или профилей при ограниченном доступе к кромкам и необходимости компактного узла.
Классификация швов и нагрузок
Помимо геометрии соединения, важно учитывать вид сварного шва и направление действующих усилий, так как от этого зависит долговечность и безопасность конструкции. В металлоконструкциях используются прямолинейные, кольцевые и криволинейные швы, работающие на растяжение, сжатие, сдвиг или комбинированные нагрузки. Правильное сочетание типа шва и схемы нагружения позволяет повысить ресурс сварных соединений и сократить риск появления трещин или деформаций в процессе эксплуатации.
- Продольные швы – воспринимают усилия, действующие параллельно стыку, характерны для балок, колонн и элементов с протяженными швами.
- Поперечные швы – рассчитаны на нагрузки под углом 90° к оси соединения, часто применяются в узлах, работающих на растяжение или сжатие.
- Комбинированные швы – сочетают несколько направлений действия сил и применяются в ответственных узлах сложной формы.
- Кольцевые швы – используются в резервуарах, трубопроводах, оболочках сосудов и обеспечивают герметичность по замкнутому контуру.
Требования к качеству сварных соединений
К качеству сварных соединений металлоконструкций предъявляются повышенные требования, так как от стабильности шва зависит общая надежность сооружения. Контроль включает визуальный осмотр, измерения геометрических параметров, а при необходимости – неразрушающие методы (ультразвуковой, радиографический и другие). Правильный выбор материалов, режимов сварки и подготовка кромок позволяют снизить риск появления пор, шлаковых включений и зон перегрева.
- Металл шва должен обладать прочностью не ниже основного металла и достаточной пластичностью для восприятия эксплуатационных нагрузок.
- Твердость сварного шва подбирается с учетом группы металлоконструкции, чтобы избежать хрупкого разрушения в зоне термического влияния.
- Особое внимание уделяется качеству стыковых и угловых соединений, работающих при переменных или ударных нагрузках.
- Для ответственных соединений предусматривается регулярный контроль состояния швов в период эксплуатации.
Что мы изготавливаем и поставляем
Компания Investsteel изготавливает и поставляет широкий спектр металлоконструкций и узлов со сварными соединениями для различных отраслей промышленности. Производственные мощности позволяют обрабатывать листовой и профильный прокат, трубы, фасонные элементы и собирать из них готовые сборочные единицы. Каждый проект реализуется по рабочей документации заказчика или на основе разработанных технических решений под конкретный объект.
- Сварные балки, рамы и фермы для зданий, эстакад, галерей и технологических площадок.
- Колонны, опоры и стойки с различными типами стыковых, тавровых и угловых соединений.
- Резервуарные и емкостные элементы с кольцевыми швами и сварными узлами для работы под давлением или с жидкими средами.
- Узлы для трубопроводов – отводы, переходы, патрубки и компенсаторы со сварными соединениями нужного типоразмера.
- Нестандартные сварные конструкции по индивидуальным чертежам и техническим заданиям заказчика.
Преимущества сварных соединений в металлоконструкциях
Использование сварных соединений в современных металлоконструкциях обеспечивает оптимальное сочетание прочности, массы и технологичности. Отказ от механических крепежных элементов позволяет сократить количество деталей, уменьшить трудоемкость сборки и повысить герметичность узлов. Сварные конструкции удобны для применения высокопроизводительных механизированных и автоматизированных процессов изготовления.
- Снижение расхода металла по сравнению с болтовыми и заклепочными соединениями за счет более рациональной формы узлов.
- Возможность создания герметичных соединений для резервуаров, трубопроводов и емкостного оборудования.
- Высокая жесткость и устойчивость конструкций к статическим и динамическим нагрузкам.
- Гибкость в проектировании сложных пространственных схем и нестандартных металлоконструкций.
Как выбрать оптимальный тип сварного соединения
При выборе типа сварного соединения учитываются схема работы конструкции, характер нагрузок, условия эксплуатации и требования нормативной документации. На этапе проектирования определяется конфигурация узла, вид шва, толщина деталей и необходимые допуски. Грамотное проектирование позволяет обеспечить ресурс соединения на весь срок службы сооружения и сократить затраты на обслуживание.
- Для несущих элементов каркаса чаще применяются стыковые и тавровые соединения с проваром во всю толщину.
- В узлах, подверженных знакопеременным нагрузкам, рекомендуется использовать конструкции с минимальной концентрацией напряжений.
- Для емкостей и трубопроводов приоритет отдается кольцевым и продольным швам с повышенными требованиями к герметичности.
- При ограниченном доступе к зоне сварки применяются торцевые и комбинированные варианты соединений.
Сотрудничество
Сотрудничество с нашей компаний по поставке металлоконструкций и узлов со сварными соединениями позволяет получить готовое решение под ваши производственные и строительные задачи. Мы работаем как с типовыми, так и с индивидуальными проектами, уделяя внимание каждому этапу – от подбора марки стали до контроля качества готовых изделий. Изготавливаем и поставляем партии любых объемов с ориентацией на длительное партнерство и устойчивый результат для заказчика.
- Комплексное обеспечение объектами: от отдельных узлов до крупных комплексов металлоконструкций.
- Прозрачные сроки изготовления и поставки, согласованные на этапе заключения договора.
- Поддержка на техническом уровне при выборе конфигурации сварных соединений и металлоконструкций.